

№:
受控状态:
持有者:
浙江永强集团股份有限公司
Q/YJ C 8.02—2010
IPQC制程检验规程
(A版)
二?一?年七月一日发布二?一?年七月一日实施
批准:审核:编写:
浙江永强集团股份有限公司编印

1 范围
本规程制定了公司生产IPQC制程控制的抽样检验和检验结果的判定原则。本规程适用于公司产品的IPQC制程检验。
2 引用标准
GB/T 2828.1-2003 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
GB/T 3325-1995 金属家具通用技术条件
QB/T 1951.2-1994 金属家具 质量检验及质量评定
3 检验
3.1 检验抽样
同一批次、同一规格的产品,根据GB 2828.1-2003标准,采用正常检查一次抽样方案,检验水平规定为Ⅱ水平,随机抽取代表性样本。
但破坏性检验项目除外。
3.2 判定缺陷情况
3.2.1 分为三类:致命缺陷为A类、严重缺陷为B类、轻微缺陷为C类。
致命缺陷(A类)是指有危害产品的使用者及携带者的生命或安全的,如材料中重金属超标,产品中存在尖锐边和角以及存在7~12?间隙,放置或折叠时产品剪切或挤压点,座椅稳定性有缺陷、容易翻倒,拆装产品无法装配等;
严重缺陷(B类)是指不能达成产品的使用目的的即严重影响产品功能、性能的缺陷,如产品无法通过冲击测试,拆装产品不能轻松装配,折叠式产品不能折叠,编藤产品藤面松及藤条外露等;
轻微缺陷(C类)指并不影响产品使用目的的除A、B类缺陷外的缺陷。
3.2.2 A、B、C三类缺陷的AQL值分别为:

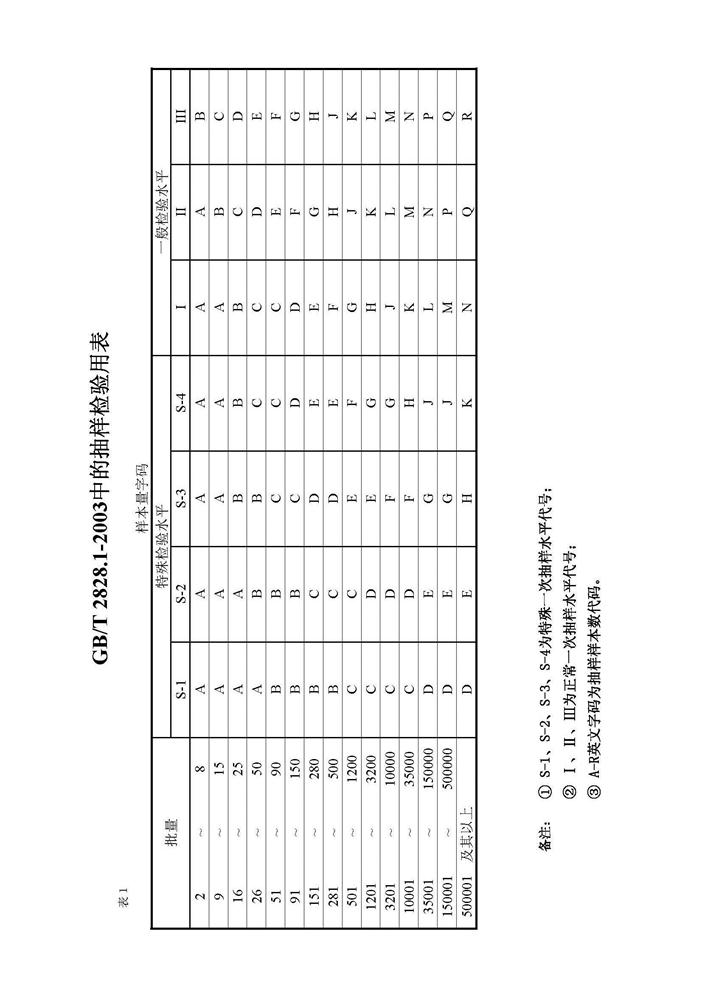


3.2.2正常检查一次抽样方案抽样表如下简化:
正常检查一次抽样方案

宜家抽样方案

沃尔玛抽样方案

3.3 检验内容、质量要求、检验方法及判定详见表2~12。
3.3.1 首件制度
a)半成品外加工的首件,由品管部负责确认,作为中仓品管收货依据。如无首件确认样,中仓品管员可以拒收,但生产厂厂长书面同意无首件可入库的除外。
b)本厂首件,由技术部作试产后确认,生产部与品管部相关人员参与,确认样作为品管员检验依据。
c)如需对首件做功能性测试的,须填写测试申请表,送实验室测试。
4 记录根据检验的真实情况进行,报品管部存档,正常情况下保存档案2年。

(一)家具成型工序检验方法指引
1、按生产部生产计划,品管员每天对上线产品查找订单号、产品名称、客户细节要求,再找产品图纸、零件表、客户封样核对。
2、检验产品所用的物料与产品零件表是否有出入(如管材类规格、尺寸、壁厚、硬度、穿布管开口槽不能大于4.5?)。
3、生产的第一件制品(首件)必须核对产品图纸或试产样,客户有封样的必须核对封样,并与生产线的主管和班组长一起签定首件确认样,不能有出入误差。如首检不合格,必须第一时间通知车间主管,并向品管部领导汇报及时改善。
4、批量生产过程中,品管员要做好巡检,以首件签样为依据,每1小时对每道工序、工位巡查一次,如有异常及时通知生产车间负责人实施改善,并作记录报表。
5、成型有三大工序检查,对照首件确认样:
a) 弯管:整形要到位,以首件确认样为依据,部件能轻松放入整型、校正模。管材弯曲按弯曲方式可分为绕弯、压弯和滚弯;按弯曲时有无芯棒又可分为有芯弯管和无芯弯管。参见下图。

图1图2
b) 切角:以首件确认样为依据,注意斜口尺寸、角度,角度不能偏大,部件与部件斜口要吻合。
c) 钻孔/冲孔:孔位偏差±1?,孔位要正,以首件确认样为依据,钻拉钉或螺母孔用9.1~10.5钻头(查产品领料单,以螺母规格定),钻组装孔用7.0~8.5钻头,钻绑带孔用5.5钻头/冲针,钻水孔用4.5~5.5钻头或冲针。
6、品管员对所检验的产品质量负责,如批量性错检、漏检未发现不合格品流入下道工序造成返工,应承担相关责任。

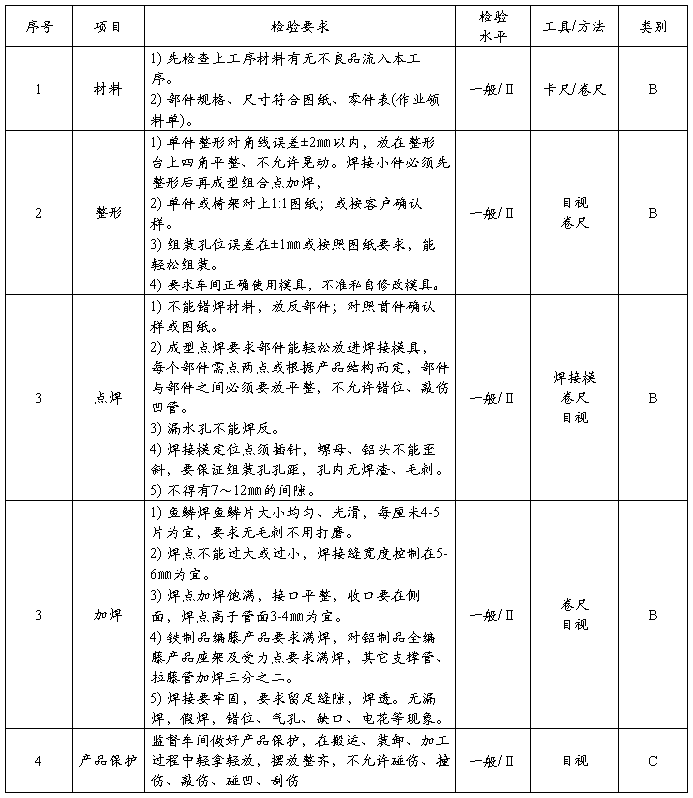
(二)家具成型工序检验要求
表2


(一)家具焊接工序检验方法指引
1、 家具焊接工艺流程:
小件点焊—→加焊—→整形/整平—→成型组合点焊—→加焊—→整形。
2、按生产部生产计划,品管员每天对上线产品查找订单号、产品名称、客户细节要求,再找产品图纸,标样(客户封样)核对外观尺寸是否与订单上规格尺寸相符合。
3、检查上工序零部件、材料能否符合制作工艺要求,对不良品及时通知前工序改善处理。
4、生产的第一件制品(首件)必须核对产品图纸或试产样,客户有封样核对封样,并与生产线主管和班组长一起,签定首件确认样,不能有出入误差。如首检不合格,必须第一时间通知车间主管,并向品管部领导汇报及时改善。
5、椅架尺寸或小件尺寸都必须与确认样及图纸相符,焊接小件必须整形后方可点椅架。桌框接口要平整,要留足缝隙,焊透,不能错位,加焊饱满,桌脚、七字脚卡件孔位要正,对每批次都必须找玻璃、塑料件试组装,并作记录。
6、品管员在完成首件后对所有工位生产过程的物料使用,工艺操作,机器运行、产品结构,综合性能等全方位的检查,每1小时对每每工位巡检一次,根据首件的签样,对作业员在操作过程中是否按规定的方式进行操作。如有质量问题首先口头通知生产线班组长及时改善,对批量性品质异常问题口头通知无效情况下,则填写《品质异常改善报告》。
7、特斯林椅、躺床、套布椅类,编藤堆高椅必须满焊,编藤沙发类受力管必须满焊,拉藤装饰管必须有三分之二以上的焊缝才算合格。
8、检查焊接模定位点是否有松动脱落,有插针的是否都插上焊接,快速夹是否夹上,模具上定位销在放模脱模时是否有磕伤现象。
9、品管员对所检验的产品质量负责,如批量性错检、漏检未发现不合格品流入下道工序造成返工,应承担相关责任。

(二)家具焊接工序检验要求
表3

(一) 家具研磨(中仓)工序检验指引
1、中仓组长应根据生产部生产计划,对研磨上线的产品进行分工检验,并按生产部组织架构分1线/2线/3线,对应品管员按分线检查,各自负责提前研磨车间检查上线产品。
2、接受到检验任务的品管员应查找其所要检查的产品检验资料和标准,查找生产订单上产品粉色,对其产品提前试喷效果确认。
3、对每批次拆装性产品必须试组装,对桌子类必须找玻璃、塑料件试组装。把组装结果交中仓主管确认合格后方可拆掉,并将结果记录报表。对新产品或穿布管开口槽大于4.2mm,必须提交实验室做冲击测试。
4、根据产品结构或客户样品要求,对每款产品由车间主管策划安排班组长判定首件生产样,经中仓品管组长以上一起确认签字,作为打磨标样。作业员按照此样打磨,中仓品管员按标样接收。
5、检验开始时,中仓品管员按标样对其产品按AQL抽样方案抽查,必须抽够样本数,如客户有特殊要求按客户要求全检,检验步骤如下:
5.1 过排:每5把椅架过排要求一致,椅架必须端正,对角线误差±2?,四脚平整。
5.2 测量:所有组装孔位公差±1?,能轻松组装。
5.3 外观: A面平整光滑,无伤管;B面打磨平平顺,无毛刺、焊渣、刮手。
5.4 对每批次检查结果:必须标识QC “合格”或“不合格”、“挑选返工”“待决”吊牌,并签上本人名字,对合格品中仓交接员点清数量方可入库,对不合格品要隔离标识,通知相关部门及时处理。
6、品管员对所检验的产品质量负责,如批量性错检、漏检未发现不合格品流入下道工序造成返工,应承担相关责任。

(二)家具研磨工序检验要求
表4

第二篇:钢制家具产品检验规程
钢制家具产品检验规程
本规程适用于指导钢制家具产品质量检验。
1.质量检验员应培训合格持证上岗
2.依据检验任务单,选取适用计量器具及设备。
3.核查校准所用计量器具,检查检测设备良好状态。
4.依据抽样方案及批量确定抽样基数
5.采用随机抽样方式分前、中、后依次抽取样本
6.实行首检检验、批中检验、批末检验。
7.依据产品检验标准或检验规范实施检测
8.依据抽样方案判定批次是否合格
9.填写检验记录(成品检验出具检验报告)
10.标明检验标示,受检产品分类存放。
11.遵守劳动纪律和操作规程
12.现场有污染作业区需佩戴劳动保护用品
唐山翔宇家俱有限公司品管部
20xx年1月