
盈丰精密有限公司
压铸件通用检验规范
一. 适用范围
适用于惠州盈丰精密有限公司压铸产品自主检验、进货检验、转序检验工作。
二. 目的
明确压铸产品检验项目以及缺陷判定方法,强化全过程产品质量控制,提升产品质量,提高生产效率。
三. 工作职责
3.1.压铸车间:负责对压铸车间产品进行自主检验,对自主检验过程中出现的批量性或严重质量问题进行及时反馈 3.2.IPQC:负责对压铸车间产品进行巡回检验,填写《巡回检验记录表》并对巡回检验过程中出现的批量性或严重质量问题进行及时反馈。
3.3.IQC:负责来料及转序压铸产品的检验,填写《进货检验报告》以及质量异常反馈。
四.自主检验工作内容
4.1作业前,作业员对工作区域“5S”进行清理,注意检查模腔内有无异物。
4.2戴上手套,将压铸成品从压铸机内取出,放置于工作台面上。
4.3依据《压铸产品不合格判据表》对压铸成品进行全检,并填写《自检记录表》;
4.4注意水口必须用刀削平,各边框、孔位、柱位不能有批锋。
4.5将不良品放入不良品料箱,良品放入良品料箱。
4.6生产过程中出现异常,及时通知车间主管进行处理。
五.转序检验及来料检验内容
5.1仓库开《仓库来货检验通知单》提交检验批;
5.1IQC检验员依据《产品检验规范SIP》及样板对仓库提交的检验批进行检验;
5.3IQC检验完毕,填写《进货检验报告》,在《仓库来货检验通知单》注明检验结果并返还《仓库来货检验通知单》,如检验不合格需通知品质主管进行现场确认。
六.巡回检验内容
6.1IPQC依据生产计划准备《产品检验规范SIP》,样板,图纸(模具图、产品图);
6.2 IPQC依据《产品检验规范SIP》,样板,图纸(模具图、产品图)对车间提交的产品进行首件检查,并填写《首件确认记录表》;
6.3首件确认合格后,IPQC依据《产品检验规范SIP》及抽样方案进行巡回检验,填写《巡回检验记录表》,有异常以《品质异常联络书》进行反馈、跟进;
七.抽样方案
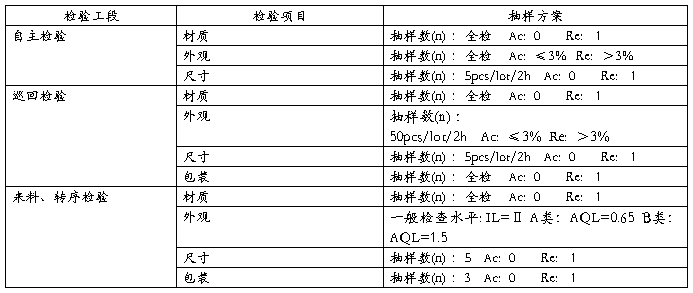
注:抽样标准采用《GB2828.1-2003》正常检验一次抽样方案。
八.注意事项
8.1作业过程必须依据《作业指导书》进行作业。
8.2压铸过程中机器或模具出现故障时,作业员必须通知上级主管或专业技术人员进行处理,不允许私自乱动机器或模具。
8.3产品出现批量性或严重质量问题时,作业员应隔离上一时段生产的产品,并进行复检,无异常方可包装入库。
附件: 压铸件产品检验项目及不合格判据表
第1页、共3页
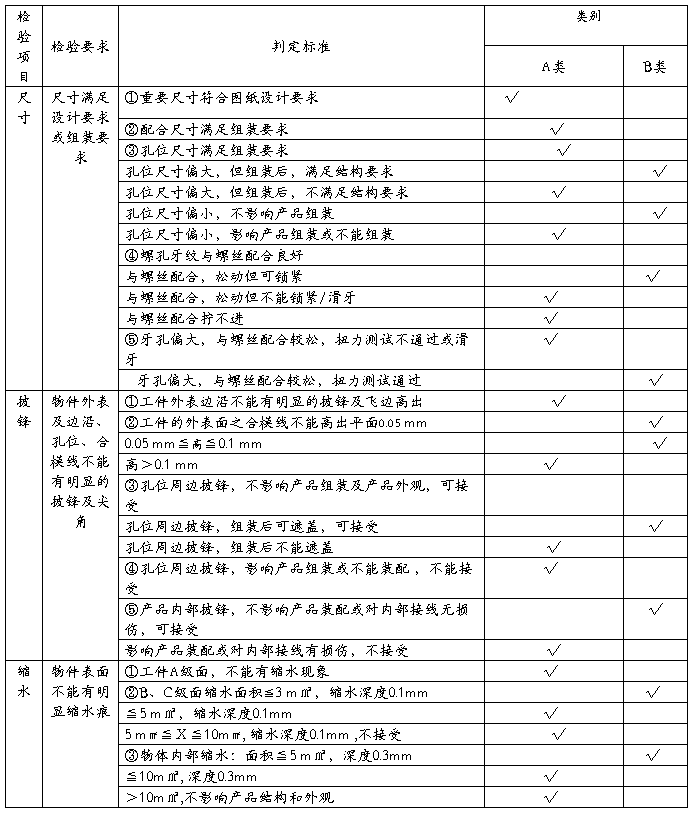
压铸件产品检验项目及不合格判据表
第2页 共3页
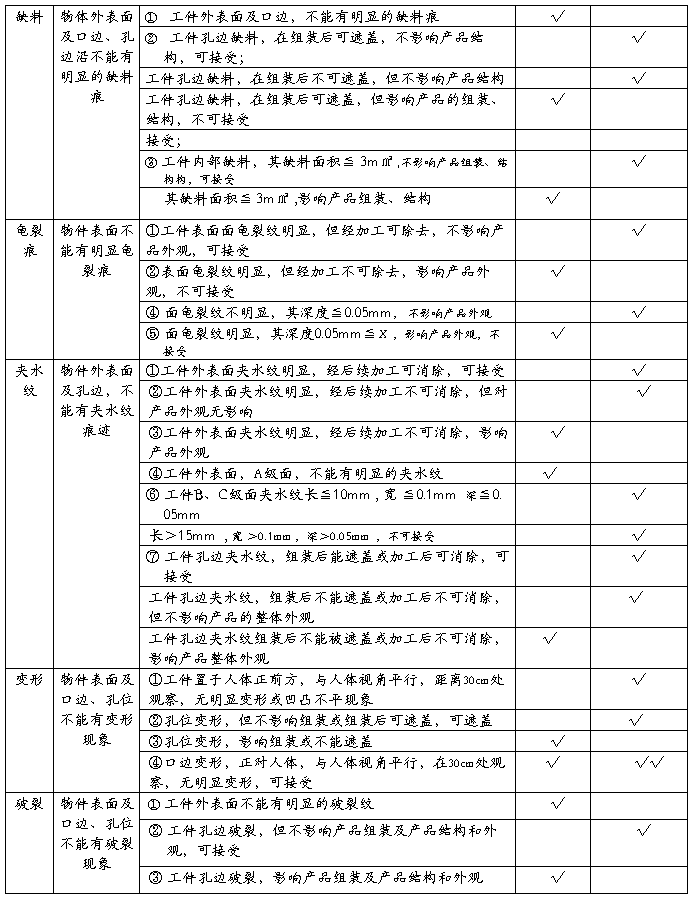
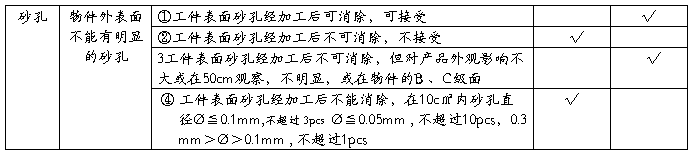
压铸件产品检验项目及不合格判据表
第3页 共3页
拟制: 审核: 批准:
第二篇:压铸件喷涂系列产品外观通用检验标准
文件编号: 宾客满堂红
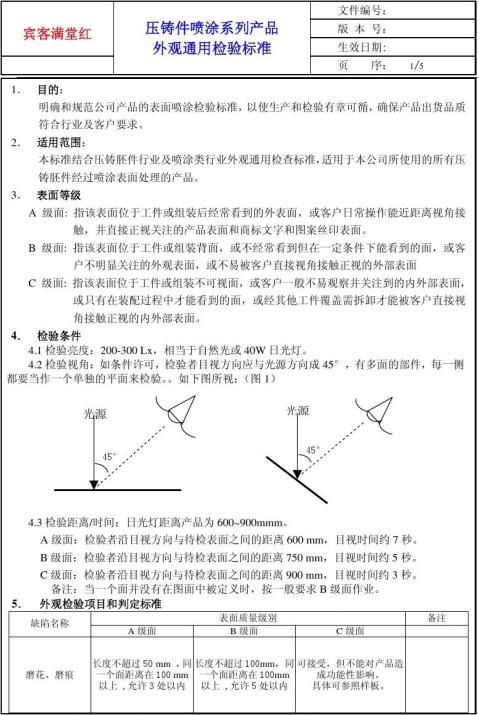
压铸件喷涂系列产品 外观通用检验标准 版 本 号: 生效日期: 页 序: 2/5
宽0.20mm以内,长度宽0.30mm以内,长度可接受,但不能对产品造无感刮/划伤刮伤、划伤 10mm以内,间距100 20mm以内,间距150 mm成功能性影响, 参照磨花、磨(有感) mm以上,可以接收3以上,可以接收5处具体可参照样板。 痕要求 处或参照样板 或参照样板
可接受,但不能对产品造刀痕、砂带痕 深度≥0.40mm 深度≥0.80mm 成功能性影响, (包括拉模伤) 不接受或参照样板不接受或参照样板 具体可参照样板。
ф?2 mm,H?0.2 mmф?3 mm,H?0.5 mm间距(同一个面)≥100可接受,但不能对产品造凹陷、压伤、 间距(同一个面) mm,不露底可以接收2成功能性影响, 碰伤 ≥100 mm,不露底可以处, 具体可参照样板。 接收3处,或参照样板或参照样板
可接受,但不能对产品造H?0.5 mm H?1.0 mm 不能影响产品顶针印、行位印 成功能性影响, 或参照样板 或参照样板 组装 具体可参照样板。
凹入深度≥0.1 凹入深度≥0.2 可接受,但不能对产品造
冷隔、冷纹 成功能性影响, 面积≥10c?不接受 面积≥20c?不接受
具体可参照样板。 参照样板 参照样板
凹入深度≥0.20 mm 凹入深度≥0.40mm 可接受,但不能对产品造
印痕、流痕 成功能性影响, 面积≥10c?不接受 面积≥20c?不接受
具体可参照样板。 或参照样板 或参照样板
ф?0.5间距≥10mmф?1.0间距≥10mm可接受,但不能对产品造
孔穴、针孔 个数?3可以接受 个数?6可以接受,或参成功能性影响,
或参照样板 照样板 具体可参照样板。
可接受,但不能对产品造不允许, 不允许, 缺料、崩缺 成功能性影响, 或参照样板 或参照样板 具体可参照样板。
素材裂纹遮盖不住,H≤0.2 mm 面积≤20c可接受,但不能对产品造裂纹、裂痕 或涂层龟裂纹, ?,涂层不允许脱落,成功能性影响。 (含龟裂纹) 不允许或参照样板 可接受,或参照样板具体可参照样板。
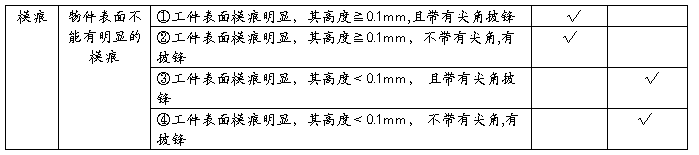
高≥0.15 mm,厚≥0.3高≥0.3 mm,厚≥0.5 可接受,但不能对产品造批锋、毛边 mm mm 成功能性影响, (含二次批锋) 有利边刮手不接受 有利边刮手不接受 具体可参照样板。 或参照样板 或参照样板
ф?1.5 mm,H?0.5 ф?3.0 mm,H?1.0可接受,但不能对产品造斑点、麻点 mm ,间距≥100mm,mm ,间距≥100mm 成功能性影响, (颗粒杂质) 个数?5可以接受 个数?5可以接受, 具体可参照样板。 或参照样板 或参照样板
长?5 mm宽?0.5 mm长?20mm宽?0.8 mm
H?0.5 mm ,间距H?0.5 mm,间距可接受,但不能对产品造斑点、麻点 ≥100mm ≥100mm 成功能性影响, (线条杂质) 条数?2可以接受 条数?5可以接受 具体可参照样板。
或参照样板 或参照样板
ф?1.0,间距≥10mmф?2.0,间距≥10mm可接受,但不能对产品造个数?5个数?10,污点、脏点 成功能性影响, 可以接受 可以接受 具体可参照样板 或参照样板 或参照样板
ф?1.0,间距≥10mmф?2.0,间距≥10mm可接受,但不能对产品造个数?5个数?10,气泡 成功能性影响, 可以接受 可以接受 具体可参照样板 或参照样板 或参照样板
可接受,但不能对产品造不脱落露白,桔皮(橘皮) 不允许 成功能性影响, 或参照样板 具体可参照样板
文件编号:
宾客满堂红
色差、异色 压铸件喷涂系列产品 外观通用检验标准 版 本 号: 生效日期: 页 序: 3/5 不允许,或参照样板
露底、掉漆 不允许
ф?3.0 mm,H?0.5
mm ,间距≥100mm
个数?5可以接受
或参照样板
不允许,或参照样板积漆、溢漆 烧焦、发黄
少漆、薄漆 目视不明显可接受,或
参照样板
目视不明显可接受,或
参照样板 补漆 ф?10.0,间距可接受,但不能对产品造必要时用色差≥100mm 成功能性影响, 仪或光泽计检可以接受5处 具体可参照样板。 验 或参照样板 ф?0.8,间距≥100mm可接受,但不能对产品造个数?5,可以接受 成功能性影响, 具体可参照样板 或参照样板 ф?5.0 mm,H?0.5 可接受,但不能对产品造mm ,间距≥100mm成功能性影响, 个数?5可以接受,或参具体可参照样板 照样板 ф?10.0,间距可接受,但不能对产品造≥100mm 成功能性影响, 可以接受5处 具体可参照样板。 或参照样板 可接受,但不能对产品造一般可接受, 成功能性影响, 或参照样板 具体可参照样板。 可接受,但不能对产品造一般可接受, 成功能性影响, 或参照样板 具体可参照样板。
附加说明:⑴(图纸中标注的不需要喷涂的部位,需要做好防护,避免基材上有多余涂料、其它残留物,例如螺纹牙孔。⑵缺陷并非不可接受,需共同评估终端客户产品或配合件之最终外观、功能用途影响,例如灯具产品不允许缺陷造成明显表面间隙。以上部分缺陷项目的检验标准允许共同协议后可另作具体规定。)
6. 性能测试要求:
6.1涂层厚度:
在距涂层边缘大于10mm的不同区域选取6按图纸要求判断。如图纸无要求,应按相应的涂料标准判断。喷油 喷粉 喷漆 检测方法
涂层测厚仪 20--45?m?m?m
(注:如客户有特殊要求,.按客户图纸或样板执行。)
6.2色差(色泽与光泽):
具体操作按上、中、下限度签样或喷涂色板进行目测,颜色须符合设计图纸或与色板比较无明显差异。
(喷涂色板制作:在烘烤时,供应商每批次均需制作3件色板,以备性能测试需要。取与制品同材质的金属板,尺寸80 mm×120 mm,与产品正常条件下加工,固化条件日期与时间,并由QE签名经确认后编号命名登记管理。一件测试用,制程喷粉色板有效期限为一年,保存在室温下,保存温湿度为70±15%,保存环境为无任何光线照射。)
当有轻微色差不能确定或有争议出现,必要时可用色差仪测试,△E>1.0为不良;而光泽则使用光泽计来判定,入射角度60°,±5%误差为检验合格。
6.3破坏性检验:
6.3.1附着力:
文件编号:
宾客满堂红
压铸件喷涂系列产品 外观通用检验标准 版 本 号: 生效日期: 页 序: 4/5
6.3.1.1百格试验法:
①.用刀片在样板涂层表面以1.0mm为间隔从垂直交叉方向切划下11个方格,以适当的力度掌握刀片切透涂层(划痕以露出基体为准),(若涂层厚度超过60?m,则切线间距应为2mm)
②.用3M胶纸(600#)沿一切划方向贴在有方格的涂层上(胶纸不能起皱),用手指压紧胶纸使其与涂层紧密接触(透过胶纸可见涂层颜色),完全贴好后以垂直涂层表面方向迅速拉起胶纸。以1个方格中20%面积被撕下为不良。验收标准为5级,即脱落数量为不超过5个方格为合格。
6.3.1.2弯板试验法:喷涂后,取一随炉色板,将其弯曲180度,并使内弯园角等于厚度(r=t)
或弯曲90度往复一次,涂层无脱落现象
6.3.1.3 耐冲击试验:
利用试验设备,用500克的重锤从300mm的高度自由下落,判定标准为:1/4的冲头正面冲击后,表面涂膜无开裂、掉膜现象
6.3.2涂层硬度:
用笔芯长3mm的2H或3H铅笔与涂膜面呈45°,沿直尺在喷涂面向前推划10-30mm用橡皮擦掉后检查涂膜表面,判定标准为:没有丝毫底材显露时为合格 。
五金普通喷粉/喷油表面硬度≥2H。
6.3.3耐摩擦性
以直径6.35mm的圆形橡皮放置于涂层表面并垂直载入约1.6kg,在25.4mm的行程内以每分30次往返的速度摩擦100次。试验后的表面状态变化部分长度大于2mm为不良
6.3.4耐溶剂性测试:
用分析醇(99.8%无水酒精)沾湿棉花棒或白色棉质软布(或脱脂棉),室温下在涂层表面上用1千克的力和1秒钟往返1次的速度来回擦拭涂膜20次,合格标准为:目测表面状态无变化,外膜不得有任何剥落、变色、发涨现象,或仅有少量涂层迁移到软布(或脱脂棉)上为合格
(用95%无水酒精,则来回擦拭涂膜50次)
6.3.5盐雾试验:
具体操作依据盐雾试验作业指导书,具体标准按客户产品图纸要求或国家相关标准或行
业相关标准执行,一般来说按5%盐水35℃72H不发霉氧化管控(未特别指示情况下)
6.3.6耐湿性
没有特别指示的情况下:50℃湿度98%以上的恒温恒湿,240小时无异常。
6.3.7耐沸腾水性
没有特别指示的情况下:浸入自来水98~100℃ 3小时无异常。
6.3.8耐湿水性
没有特别指示的情况下:浸入自来水40~50℃240小时无异常。
6.3.9耐盐水性
没有特别指示的情况下:100%NaC1液体中浸泡(20℃)240小时无异常
6.3.10耐碱性
没有特别指示的情况下:5%NaOH液体中浸泡(20℃)48小时无异常
6.3.11耐酸性
文件编号:
宾客满堂红
压铸件喷涂系列产品 外观通用检验标准 版 本 号: 生效日期: 页 序: 5/5
没有特别指示的情况下:5%醋酸液体中浸泡(20℃)24小时无异常
6.3.12耐油性
没有特别指示的情况下:60℃ Spindle油中浸泡60分钟无异常
附加说明:以上性能测试项目只列入描述,具体项目要求依据图纸或喷涂行业标准进行。
7.缺陷用语定义:
磨花/磨痕:产品表面由于摩擦而造成的擦花痕。
刮伤/划伤:产品表面由于与尖硬物摩擦而造成的刮痕/划痕。
刀痕:因用锉刀或机加工时刀具所留下的痕迹。
砂带痕:因用砂带打磨所留下的痕迹。
拉模伤:顺着出模方向遗留在铸件表面上的拉伤痕迹。
凹陷:平滑表面上凹瘪的部分或者成型过程中填充不完整的部位
压伤:切边模冲压或机加工时挤压所留下的痕迹。
碰伤:产品表面,边角受碰撞引起的变形痕迹。
顶针印:铸件表面由于模具顶针而形成凸出或凹下的痕迹
行位印:铸件表面由于模具抽芯/镶块而形成凸出或凹下的痕迹
冷隔:金属流对接未完全熔合形成的不规则下陷线性纹路,在外力作用下有发展趋势可能 冷纹:肉眼可见与金属基体颜色不一样的纹络,无发展趋势
印痕:铸件表面由于模具型腔磕碰挤压而形成凸出或凹下的痕迹。
流痕:表面上用手感觉得出的局部下陷的纹路,无发展趋势
孔穴:气孔,缩孔和夹杂物等缺陷所形成的孔洞
针孔:喷涂时表面产生的像针尖一样的小孔
缺料/崩缺:外力敲击水口或切边模产生的缺损
裂纹/裂痕:模具表面有呈直线状或波浪形的纹路,狭小而长,在外力的左右下有发展趋势 龟裂纹:模具型腔表面龟裂形成的产品表面凸起或凹陷痕迹
披锋:压铸件在分型面边缘出现的薄片
毛边:边缘轮廓上因涂料堆积出现的边缘涂层不整齐现象
斑点/麻点:产品表面形成的凸起颗粒或突出性杂物
污点/脏点:颜色与正常表面不一致的色斑印迹
气泡:涂层覆盖部分气体在烘烤时产生的泡状凸起缺陷。
桔皮/橘皮:涂层表面呈现出许多半圆状高低不平的桔子皮形状突起,易造成脱落起皮。 色差/异色:产品与色板的颜色差异。
露底/掉漆:局部无涂层或涂层缺失/覆盖不平露出底材。
积漆/溢漆:表面有较多漆团或漆点。
烧焦/发黄:喷涂烘烤不良造成表面留下的烧痕迹。
少漆/薄漆:喷涂不到位或涂层流动而造成的厚度不均匀。
补漆:因涂层损伤而用涂料所作的局部遮盖补救
7.其它说明:
7.1 环保要求:须符合公司《XXX环保》文件规定。
7.2依据客户图纸,要求供应商每批提供外观检验和具体性能测试报告。
核准审核 制订